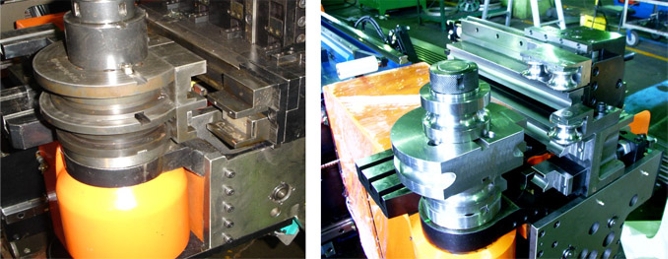
Инструмент (оснастка) трубогибочных станков состоит из набора штампов, роликов, дорнов и складковыглаживателей.
Принципиальная схема установки элементов оснастки изображена на следующем рисунке
Инструмент изготавливается с учетом следующих параметров:
- внешний диаметр трубы (зажимной и гибочный штампы, штамп давления, складковыглаживатель, дорн, кулачки цангового зажима)
- толщина стенки (дорн)
- радиус гибки по средней линии CLR (гибочный штамп, складковыглаживатель)
Для двух разных диаметров труб делают два разных полных комплекта оснастки.
Если трубогиб с одноуровневым инструментом, то при изменении радиуса гибки для трубы того же диаметра нужно изготовить новый гибочный штамп и складковыглаживатель. Остальные компоненты оснастки подгоняются регулировками станка.
Если оснастка многоуровневая, то для каждого радиуса гибки помимо гибочного штампа и складковыглаживателя нужны также свои штампы давления и зажимные штампы.
При использовании труб одинакового внешнего диаметра, но с разной толщиной стенки, применяют дорны разного диаметра.
Учитывая вышесказанное, для правильного подбора оснастки трубогибочного станка необходимо иметь все параметры будущих изделий.